
شرکت فراز گاز آراد صفاهان به عنوان بزرگترین وارد کننده وپخش انواع سیلندر، گازهای (طبی، صنعتی و ترکیبی) ، تجهیزات جوش و برش، رگلاتورهای تخصصی، پالت کپسول، فلاسک نیتروژن، مخزن کرایوژنیک و شیر سیلندر در ایران شناخته شده می باشد که برای رفاه حال شما مشتریان عزیز اقدام به تاسیس فروشگاه نیکان اسپادان نمود و شرایط خرید اینترنتی در بستری امن و آسان را برای شما عزیزان به ارمغان آورد .و با انتشار مقالات تخصصی و بروز سعی در بالا بردن اطلاعات خوانندگان عزیز وآشنایی هرچه بیشتر با محصولات این شرکت را فراهم نموده است. موضوع مقاله امروز (روش های جوشکاری ذوبی (FW))
جهت مشاوره ، خرید ، تعویض و شارژ انواع سیلندرهای گازی با شماره ۰۹۱۳۱۰۶۸۲۴۴ تماس حاصل فرمایید.
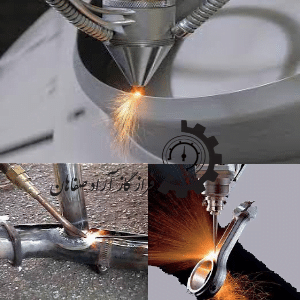
لوازم جوش و برش شرکت فراز گاز آراد
روش های جوشکاری ذوبی (FW)
جوشکاری ذوبی (FW)
درمقاله جوشکاری چیست ؟ آشنایی با انواع جوشکاری جوشکاری را تعریف کرده و کاربردهای این تکنولوژی را بیان کرده و با دو فرایند جوشکاری آشنا شدیم در این مقاله به طور گسترده جوشکاری ذوبی و انواع روش های آن را شرح خواهیم داد.
تعریف جوشکاری ذوبی
در این روش جوش دادن، به وسیله یک منبع حرارتی مثل شعله، قوس الکتریکی، اشعه، لیزر و غیره عمل ذوب روی بخشی از سطح اتفاق انجام میشود. زمانی که منبع حرارتی را برمیداریم بخش مذاب در آن عمل انجماد رخ میدهد.در اثر این اتفاق یک نیروی چسبندگی یا کشش بین اتمها به وجود میآید. درنهایت این فرآیندها موجب اتصال دو تکه به هم میشود..
روش های جوشکاری ذوبی (FW)
1) جوشکاری الکترونی
فرایند جوشکاری با پرتو الکترونی نوعی اتصال ذوبی بهشمار میرود که انرژی حرارتی آن از انرژی جنبشی ناشی از برخوردهای پرتو الکترونی بر محل اتصال قطعات مورد نظر تأمین میشود. در طی این فرایند قطعات توسط جریانی متراکم از الکترونهای سرعت بالا بمباران میشوند و باعث ذوب لبههای قطعات میشوند.جوشکاری با پرتو الکترونی معمولاً در یک محفظه خلأ با استفاده از یک سیستم تولید و تمرکز پرتو الکترونی انجام میشود.
مزایای جوشکاری الکترونیکی
در جوشکاری با پرتو الکترونی با توجه با ابعاد کوچک تجهیزات به کار گرفته شده، دقت و ظرافت اتصالات به شدت قابل کنترل و متمایز نسبت به انواع جوشهای قوسی است. همچنین تمرکز حرارتی بالا در این روش باعث میشود عمق جوشکاری بیشتری به نسبت سطح اتصال کمتر در دست اپراتور قرار گیرد و در کنار اینها، انجام شدن این فرایند در خلأ به خودی خود باعث بوجود آمدن خطوط اتصال تمیزتر میشود.
کاربرد جوشکاری الکترونی
- صنایع هوافضا
- صنایع هسته ای
- صنایع الکترونیک و پزشکی
- صنایع خودروسازی
جهت مشاوره ، خرید ، تعویض و شارژ انواع سیلندرهای گازی با شماره ۰۹۱۳۱۰۶۸۲۴۴ تماس حاصل فرمایید.
2) جوشکاری لیزری
جوشکاری با پرتو لیزر یکی از روشهای جوشکاری است که به وسیلهٔ پرتو لیزر قطعات فلزی یا ترموپلاستیک به هم متصل می شوند. پرتو لیزر با ایجاد منبع گرمای متمرکز شرایط ایجاد جوشهای باریک، جوشهای عمیق و جوشکاری با سرعت بالا را فراهم میکند. پرتو جوش میتواند به صورت پیوسته یا به صورت پالس با توجه به کاربردی که موردنیاز است استفاده شود. پرتو لیزر بر مبنای نوع منبع تولید کننده آن به دو دسته تقسیم می شود لیزر گازی و لیزر جامد
مزایای جوشکاری لیزری
پرتو لیزر میتواند از طریق هوا منتقل شود.این روش برای مواد مختلف قابل اجراست.مواد غیر همسان با شکل های متفاوت را می توان با این روش به هم جوش داد .محدوده ضخامت قطعاتی که می توان با این روش جوش داد بسیار گسترده بوده و جوشکاری با پرتو لیزر به راحتی قابل مکانیزه شدن است.نکته مهم اینکه پرتوهای اشعه ایکس تولید نمیشوند.و زمان جوشکاری در این روش بسیار کوتاه بوده جوشکاری با پرتو لیزر نسبتاً کیفیت بالای دارد.
انواع اتصال در جوشکاری لیزر
- باتد جوش
- دور پر کننده جوش
- جوشکاری همپوشانی
- جوشکاری لبه فلنج
- استفاده از گاز فرآوری در جوشکاری لیزر
جهت مشاوره ، خرید ، تعویض و شارژ انواع سیلندرهای گازی با شماره ۰۹۱۳۱۰۶۸۲۴۴ تماس حاصل فرمایید.
3) جوشکاری اکسی گاز
جوشکاری اکسی استیلن (اکسی گاز) به هر نوع احتراق گاز سوختنی با اکسیژن که به عنوان یک منبع گرمایی برای جوشکاری باشد، اطلاق میگردد. جوشکاری اکسی استیلن از شعله حاصل از سوختن گاز سوختنی با اکسیژن که در سر مشعل ایجاد میشود، جهت ذوب فلز پایه و سیمجوش استفاده میگردد. در این روش گاز سوختنی با اکسیژن به نسبت مناسب وارد محفظه اختلاط مشعل شده و پس از مخلوط شدن از سر نازل مشعل خارج شده و محترق میشود.
ویژگی گازهای سوخت اکسی
گازهای سوختنی فرایند جوشکاری اکسی گاز که برای جوشکاری مورد استفاده قرار میگیرند، باید دارای خصوصیات ذیل باشند. 1- دمای شعله حاصل بالا باشد 2- سرعت احتراق زیاد باشد 3- انرژی حرارتی بالایی تولید نماید 4- دارای کمترین اثر مخرب بر روی جوش باشد 5- تهیه آن ساده و ارزان باشد.گازهای سوختی تجاری ، یک ویژگی مشترک دارند ، همه آن ها از اکسیژن در ترکیب خود استفاده می کنند
مزایای جوشکاری اکسی گاز
- این روش برای ساختن و تعمیر قطعات به طور وسیع به کار می رود.
- گرمای ورودی بسته به سرعت جوشکاری ، اندازه، سیالیت و کشش سطحی حوضچه مذاب قابل کنترل است.
- نرخ گرم و سرد شدن به طور آهسته است.
- کنترل نرخ ته نشین شدن فلز پر کننده به فلز جوش قابل کنترل بوده
- حتی می توان مقدار گرما را به طور انتخابی به فلز پرکننده یا فلز مبنا انتقال داد.
- تجهیرات این فرآیند، کم هزینه و قابل حمل و نقل است.
- هزینه و نگهداری تجهیزات جوشکاری نسبت به بقیه فرآیندها پایین است
جهت مشاوره ، خرید ، تعویض و شارژ انواع سیلندرهای گازی با شماره ۰۹۱۳۱۰۶۸۲۴۴ تماس حاصل فرمایید.
4) جوشکاری قوسی
مهم ترین و پرکاربرد ترین انواع جوشکاری ذوبی، جوشکاری با قوس الکتریکی است. در جوشکاری قوسی، از قوس الکتریکی اعمال شده میان الکترود و قطعه، برای تولید مذاب و ایجاد اتصال استفاده می شود.برای تامین انرژی الکتریکی مورد نیاز فرآیند جوش قوسی از منبع تغذیه های مختلفی می توان استفاده کرد.رایج ترین طبقه بندی آن ها منابع تغذیه جریان ثابت و منابع تغذیه ولتاژ ثابت می باشند . در جوشکاری قوسی، ولتاژ رابطه مستقیمی با طول قوس دارد و جریان با مقدار گرمای ورودی مرتبط است . فرآیندهای جوشکاری قوس الکتریکی میتوانند دستی، نیمه اتوماتیک و یا اتوماتیک کامل باشند.
روش های جوشکاری قوسی (AW)
- جوشکاری قوسی با الکترود روکش دار (SMAW)
- جوشکاری قوسی زیرپودری (SAW)
- جوشکاری قوسی تو پودری (FCAW)
- جوشکاری قوسی کربنی (CAW)
- جوشکاری قوسی با الکترود تنگستنی با حفاظت گاز خنثی (GTAW/TIG)
- جوشکاری قوسی با الکترود فلزی تحت پوشش گاز محافظ (GMAW / MIG – MAG)
- جوشکاری قوسی پلاسما (PAW)